생산 라인 설계에 포함된 전기 회로도
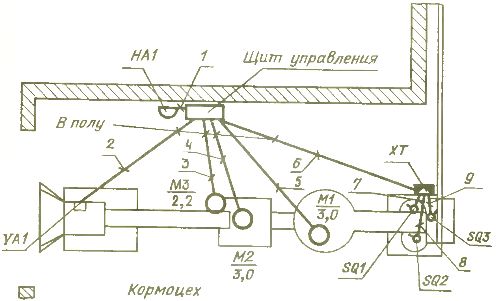
뿌리 및 괴경 작물 가공을 위한 생산 라인 배치
뿌리 작물의 스톡은 적재 호퍼 1에 저장됩니다. 적재 호퍼 1에서 사료를 처리할 때 밸브를 열면 중력에 의해 뿌리가 기울어진 컨베이어 2로 공급되고, 여기서 분리 스톤 3으로 공급됩니다. 뿌리를 세척하기 위해 커터로 이동합니다 4. 분쇄된 뿌리는 사료 플랜트의 스팀 배스 5 또는 다른 방으로 운반하기 위해 공기 경로의 카트 6에 공급됩니다.
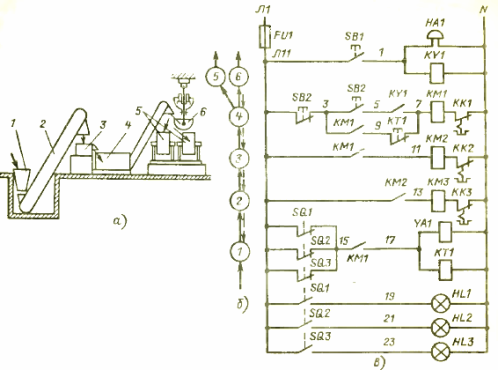
쌀. 1. 뿌리 및 덩이줄기 작물 가공용 생산 라인
이 라인은 일반적인 컨베이어 시스템입니다. 이러한 시스템에서는 적절한 작동을 보장하기 위해 메커니즘 차단이 제공됩니다. 시작 및 중지의 특정 순서를 설정하고 일반적으로 차단은 프로세스 흐름 방향과 반대 방향으로 수행됩니다.
이러한 라인을 제어하기 위해 전기 제어 회로(전기 회로)가 사용됩니다(그림 1, c).각 메커니즘의 실행기를 보여줍니다. 기술 프로세스와 다이어그램의 일치성을 설정하기 위해 기술 다이어그램과 블록이 다이어그램 왼쪽에 표시됩니다(그림 1, b).
전기 회로의 작동 원리
호퍼에는 댐퍼 폐쇄 솔레노이드 YA1이 있습니다. 메커니즘 2-4를 제어하기 위해 각각 제어 버튼 SB2용 스타터 KMZ-KM1이 제공됩니다. SB1 버튼은 시작 신호, 경고등 HL1 -HL3을 제공하도록 설계되어 메커니즘 5와 6의 작동 상태를 알립니다.
라인 작동을 시작하려면 SB1 버튼을 눌러 사전 시작 신호를 보내고 HA1 벨이 울리고 릴레이 KY1이 활성화되어 시작을 위해 첫 번째 스타터 KM1 회로에서 접점을 닫습니다. 그런 다음 SB1 버튼을 놓지 않고 SB2 버튼을 눌러 스타터 KM1을 켜면 스타터 KM2와 KMZ가 서로의 접점을 통해 시작되고 솔레노이드 YA1이 활성화되어 댐퍼가 열립니다. 모든 기계가 작업에 포함되고 뿌리 및 괴경 작물이 처리됩니다.
라인의 작동은 스팀 배스(5) 또는 트롤리 본체(6)가 채워질 때까지 계속되며, 이는 각각 리미트 스위치 SQ1 - SQ3에 의해 신호됩니다. 그들의 신호는 전자석 YA1과 시간 계전기 KT1의 공급 회로를 엽니다. 전자석은 호퍼 밸브 1을 해제하고 리턴 스프링의 작용에 따라 컨베이어 2 이상으로 뿌리 작물의 흐름을 차단합니다.
회로에 설치된 시간 릴레이 KT1은 라인을 수정하도록 설계되었습니다.호퍼 1을 끈 후에도 기계는 뿌리 작물의 잔여물에서 기계를 완전히 청소하는 데 필요한 일정 시간 동안 계속 작동합니다. 이 시간이 지나면 릴레이는 접촉으로 모든 메커니즘을 끕니다. 수동 제동의 경우 회로에 SB2 버튼을 여는 접점이 있습니다.
생산 라인의 단선 전원 공급 장치 다이어그램
제어반에 모든 제어 장비를 집중시키는 것이 가장 편리합니다. 이 경우 기계의 전원 공급 장치가 그림 1에 나와 있습니다. 2.
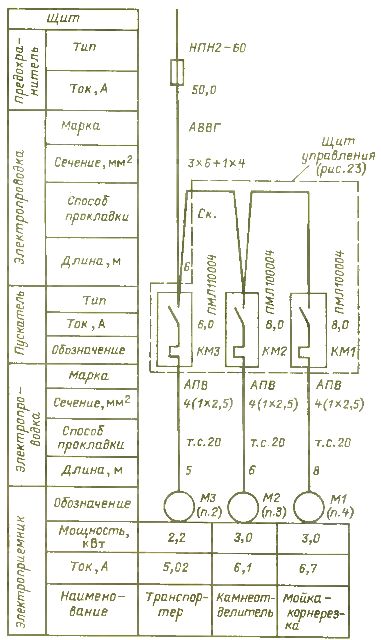
쌀. 2. 생산 라인의 단선 전원 공급 장치 다이어그램
퓨즈는 피드 저장소 전원 패널에 설치됩니다. PML 시리즈의 보호 커버가 없는 스타터는 패널에 설치되며 전류 8A에 대한 전기 보호 열 계전기 RTL -1012가 장착되어 있으며 조정 범위는 5.5 - 8A입니다. 특정 보호 전류는 다음에 따라 조정됩니다. 모터 전류.
KM1 스타터는 다음과 함께 제공됩니다. 연락처 첨부 PKL-2204는 회로가 작동하는 데 3개의 보조 접점이 필요하고 하나의 폐쇄 보조 접점만 있기 때문입니다.
일반적으로 전기 드라이브의 전원 공급 방식은 단일 라인 이미지로 제공됩니다. 전원 스위칭 장치, 전기 배선 및 배치 방법을 보여줍니다.
제어 보드의 개략도 및 보드의 전기 장비 회로도
다음으로 제어 장비가 위치한 제어판의 도면이 작성됩니다(그림 3). 설치에 허용되는 장비는 신호 램프 HL1-HL3(AC-220), 버튼 SB1(PKE122-1UZ), SB2(PKE622-2UZ), 릴레이 KY1(RPU-2M, 2z), KT1(VL-18- 1 ), 퓨즈 FU1(PRS-6-P), 전류 삽입 6A, 터미널 블록 XT(BZ-10).
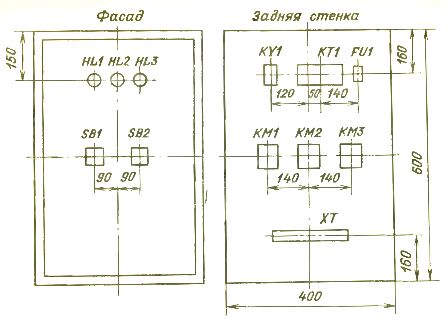
쌀. 3. 전기 장비의 레이아웃이 있는 제어판의 일반 보기
다음으로 인쇄 회로 기판의 연결 도면 (전기 다이어그램 - 그림 4)이 표시되며 여기에는 스케일, 일련 번호 (분자) 및 위치 지정을 관찰하지 않고 설치된 전기 장비의 전기 다이어그램이 그려집니다. 다이어그램 원리(분모)에 따라 각 이미지 위에 배치됩니다.
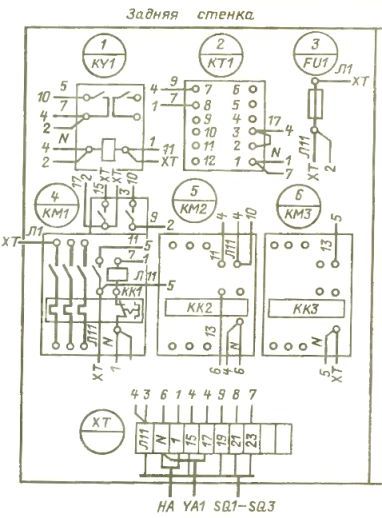
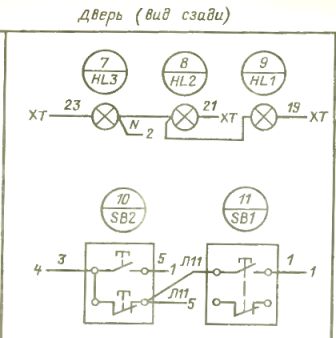
쌀. 4. 제어반 내 전기기기 배선도
예를 들어 와이어 세그먼트가 장비의 해당 터미널에 표시되는 반대 주소 방법과 같은 방법 중 하나로 설치가 수행되며 와이어 브랜드는 개략도에 따라 작성됩니다. 이 와이어가 향하는 끝에 장치 번호가 표시되면. 반대쪽 장치에서 동일한 와이어에 이전 장치의 번호가 표시됩니다.
배전반 및 전기 장비 연결 다이어그램
다음으로 연결 보드와 전기 장비의 다이어그램이 작성됩니다 (그림 5). 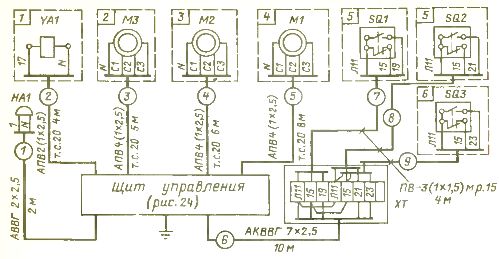
쌀. 5. 제어반과 전기기기의 외부 연결도
이러한 다이어그램에서 이전 예에서와 같이 전기 장비 및 해당 배선이 있는 필요한 공정 기계가 개략도에 따라 표시됩니다. 그림의 단선 다이어그램에서 사용할 수 있으므로 다이어그램의 전기 모터에 배선을 그리지 않는 것이 허용됩니다. 2.
생산 라인의 전기 장비 레이아웃
프로젝트의 최종 도면은 전기 장비의 레이아웃입니다(그림 6).구내 계획 및 단순화 된 기술 장비가 적용되고 설계된 전기 장비가 배치되며 이전 프로젝트 도면에 따라 참조 지정이 배치 된 기호 근처에 배선 경로가 표시되고 조건부 번호가 표시됩니다 연결 다이어그램과 단선 다이어그램에 따라.
쌀. 6. 전기설비의 위치
이 도면과 이전 도면은 현장에서 프로젝트를 실제로 구현하는 데 없어서는 안 될 필수 요소입니다.