용접 변압기를 올바르게 연결하는 방법
전기 용접 장비는 안정적으로 접지되어야 합니다. 변압기 하우징에는 "Earth"라고 표시된 특수 볼트가 있습니다. 또한 용접 변압기의 경우 2차 권선의 단자는 접지됩니다. 그림에 표시된 용접 변압기의 연결 다이어그램.
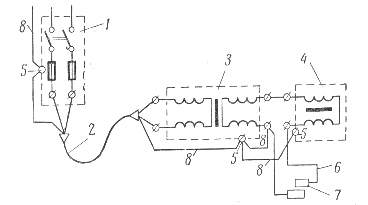
용접 스테이션에 대한 용접 변압기의 연결 다이어그램: 1 — 용접 스테이션, 2 — 접지선이 있는 3선 케이블이 있는 호스, 3 — 용접 변압기, 4 — 조정기, 5 — 하우징의 접지 클램프, 6 — 단일 -와이어 호스 케이블, 7 — 전극 홀더, 8 — 접지선
변압기에서 시작하기 전에 1 차 권선의 전압과 네트워크 공급 전압의 일치를 확인해야합니다. 변압기를 켜기 전에 용접 회로를 개방해야 합니다.
변압기는 별도의 회로 차단기를 사용하여 주전원에 연결해야 합니다.
그리드에서 까지의 거리 용접 기계 가장 작아야 합니다.변압기의 보조 회로 또는 용접 발전기의 단자에 연결된 전선의 단면은 표에 따라 선택됩니다.
와이어 단면적, mm2 최대 허용 전류 강도, A 와이어 단면적, mm2 최대 허용 전류 강도, A 16 100 70 270 25 140 95 330 35 170 120 380 50 215 150 440
전극 홀더에 전류를 공급하기 위해 최소 3m 길이의 보호 호스에 절연된 유연한 와이어가 사용되며 단면적은 표에 따라 선택됩니다.
전극 홀더에 연결된 유연한 용접 와이어의 부하율.
최대 허용 전류 강도, A 와이어 섹션, mm2 싱글 더블 200 25
300 50 2×16 450 70 2×25 600 95 2×35
잔류단면이 있는 철근, 각종 철구조물, 용접구조물 자체 등 그들은 용접할 공작물을 용접 전류원에 연결하는 리턴 와이어 역할을 할 수 있습니다. 건물, 장비 등의 금속 구조물뿐만 아니라 귀선 도체로 접지 네트워크를 사용할 수 없습니다. 씨.
공급 용접 연결 와이어의 전압 강하는 주전원 전압의 5% 이상 허용되지 않습니다. 이 조건이 충족되지 않으면 전선의 단면적을 늘려야 합니다.
용접 변압기 작동에 대한 유용한 팁
 용접 변압기의 유지 보수는 용접 발전기보다 간단하며 유지 보수는 케이스의 안정적인 접지를 보장하고 모든 접점을 양호한 상태로 유지하며 특히 장치가 실외에서 작동할 때 권선의 절연 저항을 주기적으로 확인하도록 감소됩니다.
용접 변압기의 유지 보수는 용접 발전기보다 간단하며 유지 보수는 케이스의 안정적인 접지를 보장하고 모든 접점을 양호한 상태로 유지하며 특히 장치가 실외에서 작동할 때 권선의 절연 저항을 주기적으로 확인하도록 감소됩니다.
용접 변압기에서 작동하는 동안 다음과 같은 오작동이 발생할 수 있습니다.
- 1차 권선의 회전 회로로 인한 권선의 강한 윙윙거림과 가열. 코일을 부분적으로 또는 완전히 되감으면 손상이 제거됩니다.
- 변압기는 2차 권선 또는 조정기 권선의 단락으로 인해 매우 큰 전류를 생성합니다. 권선의 단락을 제거하거나 되감아 오작동을 제거하십시오.
- 조절기가 노출되면 용접 전류가 감소하지 않으며 조절기 클램프 사이의 단락으로 인해 발생할 수 있습니다.
- 용접 중에 레귤레이터가 비정상적으로 윙윙 거리며 이는 드라이브 오작동 또는 스프링 장력 약화로 인해 발생할 수 있습니다.
- 전기 접점 손상으로 인해 연결부의 접점이 강하게 가열됩니다. 오작동은 배리어 연결을 가열하고 접촉면을 제거 및 단단히 고정하고 클램프를 조여 고장을 일으켜 제거합니다.
이 주제에 대해서도 다음을 참조하십시오. 용접 변압기 작동 규칙