가공 전력선 지지대에 전선 배치
가공선 지지대의 전선 배열은 삼각형, 수직, 수평, 직선 트리, 리버스 트리, 육각형 등이 될 수 있습니다.
전기적으로 가장 편리한 것은 전선의 배열입니다. 정삼각형의 꼭지점에서 (그림 1, a) 3상 모두에 대해 동일한 인덕턴스를 제공하기 때문입니다. 그러나 정삼각형의 와이어 배열은 설계상의 이유로 거의 사용되지 않습니다.

와이어 배열이 더 일반적으로 사용됩니다. 정삼각형… 이러한 전선 배열은 주로 로컬 네트워크의 단일 회로 라인에서 발견되며 때로는 전력 라인에서 발견됩니다.
와이어의 수직 배열은 얼음이 떨어질 때 수직 이동의 결과로 와이어가 접촉할 가능성이 있기 때문에 주로 사용되지 않습니다. 스트링 댄스.
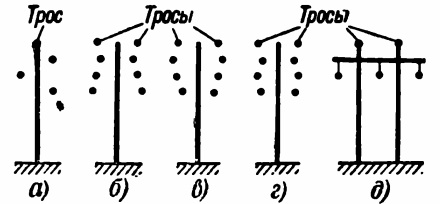
쌀. 1. 지지대에 전선 배치
직선 트리(그림 1, b) 또는 육각형(그림 1, d)보다 배선 조건이 더 편리하기 때문에 역 트리 배선 배열(그림 1, c)이 선호됩니다.이 경우 예를 들어 곧은 나무의 경우와 같이 상부 와이어를 올리고 내리는 것이 어렵지 않습니다.
와이어의 수평 배열(그림 1, e)에는 다음과 같은 이점이 있습니다.
- 얼음과 와이어 댄싱을 떨어뜨릴 때 와이어 충돌을 제거합니다.
- 전선 사이의 거리가 먼 전력선에서 지지대, 기초, 운송 및 지지대 설치 비용을 크게 줄이는 하부 지지대를 사용할 수 있습니다.
- 구조적으로 목재 지지대에 가장 편리합니다.
- 대기파의 영향을 줄입니다.
즉, 최대 1000V의 전압을 갖는 클래스 III 로컬 네트워크의 가공선에서는 기후 조건 영역에 관계없이 모든 전선 배열을 사용할 수 있습니다. 전압이 1000V 이상인 가공 전력선에서 전선 위치 선택은 주로 해당 지역의 얼음에 의해 영향을 받습니다.
Class I 및 II 가공선에서 얼음이 거의 없는 지역(I 및 II 지역)에서는 모든 도체 배열을 사용할 수 있습니다. 얼음이 많은 지역(Zone III 및 IV)에서는 전선을 수평으로 배치하는 것이 좋습니다.
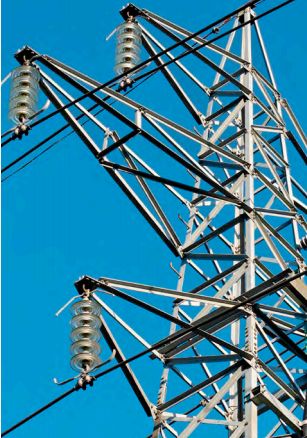
와이어는 특수 클램프를 사용하여 가공 전력선의 절연체에 부착됩니다. 디자인 및 사용 기능에 대한 자세한 내용은 다음을 참조하세요. 와이어를 지지대에 부착하기 위한 클램프
첫 번째를 제외하고 그림 1에 표시된 모든 옵션에는 각 회로의 와이어가 서로에 대해 비대칭 배열이 있으므로 와이어의 유도 저항이 동일하지 않습니다. 따라서 개별 도체의 전압 강하는 균일한 위상 부하에서도 동일하지 않으므로 이러한 라인을 사용해야 합니다. 위상 재배치 (전이), 즉 개별 위상의 도체의 상대 위치 변경.
위상 반전의 목적은 개별 와이어의 인덕턴스뿐만 아니라 와이어 사이의 커패시턴스를 균등화하고 인접한 개별 병렬 회로 간의 상호 영향을 줄이는 것입니다. 따라서 행당 순열의 수는 3개 이상이어야 합니다. 선의 길이에 따라 후자는 세 부분의 배수로 나뉩니다. 3, 6, 9 등
3개의 섹션마다 하나의 완전한 순열 주기가 수행되고 다음 섹션이 시작될 때까지 와이어는 같은 위치에 있습니다.
무화과에서. 도 2는 예로서 3상 라인 상의 2개의 순열 사이클의 다이어그램을 도시하고, 도 3은 이중 3상 라인의 순열도이다.
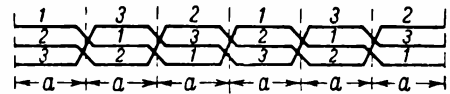
쌀. 2. 전선을 한 줄로 재정렬
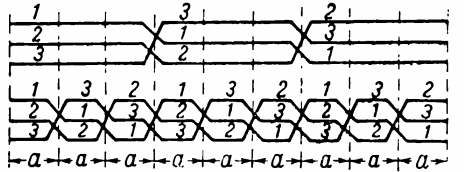
쌀. 3. 트윈 와이어 재정렬
하나의 지지대에도 두 개의 병렬 회로가 있는 경우. 상호 (계획의 영향은 매우 작기 때문에 실제 계산에서는 무시됩니다. 위상을 재정렬해야 할 필요성은 일반적으로 35kV 이상의 라인에서만 나타납니다. 전압이 최대 10인 로컬 네트워크 라인에서 kV 결과 비대칭은 중요하지 않은 것으로 판명되었으며 일반적으로 이러한 네트워크의 순열은 사용되지 않습니다.