케이블 단자
 최종 밀봉은 장치, 분배 장치의 모선 및 전기 설비의 기타 요소에 대한 전류 전달 전선의 연결 지점 바로 근처에서 케이블을 밀봉하기 위해 수행됩니다.
최종 밀봉은 장치, 분배 장치의 모선 및 전기 설비의 기타 요소에 대한 전류 전달 전선의 연결 지점 바로 근처에서 케이블을 밀봉하기 위해 수행됩니다.
현재 강철 깔때기, 고무 장갑, 에폭시 수지 및 폴리 염화 비닐 스트립과 같이 최대 10kV의 전압에 다음 유형의 케이블 파손이 사용됩니다.
강철 깔때기의 케이블 종단(유형 지정 KVB)은 건조하고 가열되지 않은 실내에 위치한 최대 10kV의 전압을 가진 전기 설비에 여전히 널리 사용됩니다. 이러한 씰은 세 가지 디자인이 될 수 있습니다.
-
KVBm — 뚜껑이 없고 도자기 부싱 없이 장착된 타원형의 작은 깔때기,
-
KBBk — 케이블 코어가 정삼각형의 꼭지점 (각도 120 °)에있는 출구에서 둥근 깔때기가 있음,
-
KVBo — 케이블 도체가 한 줄에 위치한 출구에 타원형 깔때기가 있습니다.
개스킷 KVBo 및 KVBk는 최대 10kV의 전압을 위해 설계된 케이블을 임의 단면의 도체와 연결하는 데 사용되며 전압 3, 6 및 10kV의 케이블을 종단할 때 깔때기가 덮개와 도자기 부싱과 함께 설치되고 연결할 때 사용됩니다. 커버와 부싱이 없는 최대 1kV의 전압용 케이블.
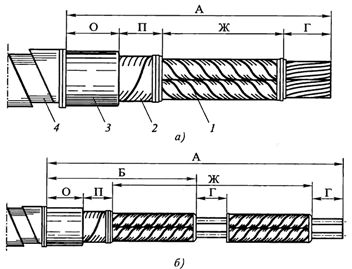
깔때기의 제조 및 주조에 필요한 재료는 모든 전기 장비에서 항상 사용할 수 있기 때문에 강철 깔때기에서 케이블 끝을 밀봉하는 것이 가장 자주 사용됩니다. 최대 3 x 120 mm2 단면의 최대 1 kV 전압용 3 코어 케이블 및 최대 4 x 95 mm2 단면의 4 코어 케이블 종단용, 주로 소형 타원형 강철 깔대기 크기 KVBm이 사용됩니다. 봉인은 다음 순서로 수행됩니다.
설치할 강철 깔때기는 먼지를 제거하고 케이블 위에 놓고 (그림 1, a) 케이블을 따라 미끄러졌습니다 (깔때기를 오염으로부터 보호하기 위해 종이로 감싼 후). 케이블 끝을 절단 한 후 MP-1 브랜드의 질량을 120 ... 130 ° C로 가열하고 절단 부분을 조심스럽게 끓입니다.
정맥은 폴리 염화 비닐의 접착 테이프 (그림 1, b)로 분리되어 반 중첩 회전을 적용합니다. 깔때기가 케이블의 절단 끝으로 밀리고 (그림 1, c) 전선이 그 안에 있습니다. 그런 다음 케이블에 깔때기 목의 위치를 표시한 후 다시 이동합니다.
또한 접지선을 전선 붕대로 케이블의 외장과 외장에 부착하고 납땜합니다 (그림 1, d ... f).절연체 위의 나머지 링 테이프를 제거한 다음 케이블 아머(깔대기 목이 있어야 하는 위치)에서 여러 층의 수지 테이프를 원추형으로 감아(그림 1, g) 깔때기 목의 더 단단한 노즐을 위해 .
접지선은 권선의 중간을 통과합니다(3 ~ 4 레이어 후). 깔때기는 제자리에 눌러져 힘을 가해 릴에 놓고 클램프로 구조물에 수직으로 고정한 다음 접지선을 부착합니다(그림 1, h).
귀는 케이블 코어의 끝 부분에 납땜되거나 용접되고 케이블 코어는 서로 및 깔때기 벽에서 같은 거리에 있도록 구부러진 다음 깔때기를 35 ... 50으로 가열합니다. ° C, 뜨거운 케이블 테이블로 채우십시오. 냉각 및 수축하는 동안 최종 레벨이 깔때기 가장자리 아래 10mm 이하가 되도록 케이블 덩어리를 깔때기에 붓습니다.
부식 방지를 위해 깔때기, 브래킷 및 지지 구조를 에나멜 페인트로 칠합니다. 깔때기에는 케이블의 수와 단면이 표시되어 있습니다.
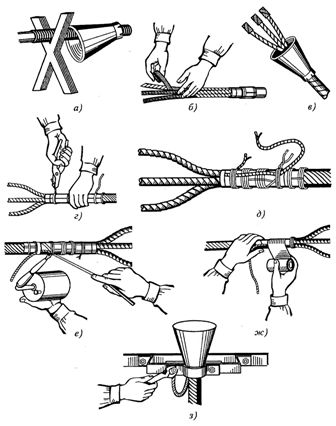
쌀. 1. 작업 순서(a … h) 강철 깔때기에서 케이블 마무리
고무 장갑 (유형 지정 KVR)의 케이블 종단은 케이블 끝 위치의 차이가 10m 이하인 정상적인 환경의 실내에서 허용되며 다음을 위해 설계된 3 코어 케이블에 사용됩니다. 최대 1kV의 전압, 가로 도체 단면적이 최대 240mm2이고 도체 단면적이 최대 185mm2인 4코어 케이블. 고무 장갑은 아질산염 고무 PL-118-11로 만들어졌습니다.
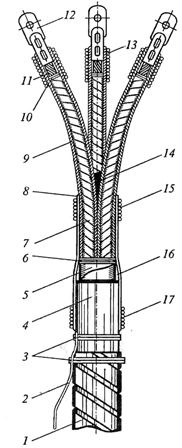
케이블 끝을 절단한 후 KVR 종단 장치(그림 2)의 설치는 다음 순서로 수행됩니다.먼저, 케이블의 절단 코어(4)에 접착 폴리염화비닐 테이프로 만든 권선(2)의 여러 층을 일정 거리에 적용하여 종이 절연체를 고정하고 날카로운 모서리를 둥글게 하여 파이프(3)와 가지(손가락)를 쉽게 통과하도록 합니다. 장갑에 14.
장갑의 몸체(몸체)(75)는 클램프(6)의 너비와 거의 동일한 영역(장갑의 크기에 따라 25...30mm)에서 전체 둘레를 따라 여러 단계로 펜치로 구부러집니다.
2개의 환형 절단부 사이의 케이블 외피(9) 부분을 제거하고 크로스(12)의 노출된 부분에 굵은 실의 붕대(13)를 댄 후 장갑 본체(15)의 구부러진 부분에 거칠기를 생성한다. , 휘발유에 적신 헝겊으로 닦아 카르도 테이프 파일이나 브러시로 처리합니다. 장갑을 붙일 껍질 부분을 빛나도록 닦은 다음 휘발유에 적신 천으로 닦습니다.
장갑 본체의 구부러진 부분과 외피 부분은 No. 88H 접착제의 얇은 층으로 코팅됩니다. 껍질의 직경이 장갑의 내경보다 작은 경우 내유성 고무 밴드가 껍질 주위에 감겨 있으며 각 층도 접착제로 코팅되어 있습니다. 접착제가 마르는 데 필요한 5 ~ 7 분이 지나면 장갑 본체를 테이프 롤 위로 접습니다. 장갑을 하우징 E에 부착하는 깊이는 30 … 35mm여야 합니다.
특수 클램프 또는 직경 1mm의 구리 또는 연 아연 도금 강선으로 된 4 회 붕대 2 개를 사용하여 장갑 본체를 본체에 고정하십시오 (이전에 본체에 두 겹의 고무 테이프를 감았습니다. 설치됨).
종이 테이프 단열재가 손상되지 않도록 장갑에 직접 면이나 고무 테이프로 고무 튜브를 임시로 묶은 후 케이블의 코어가 구부러지고 구부러집니다.
팁 1의 파이프 부분 길이에 8mm를 더한 영역에서 와이어를 절연하는 와이어의 끝을 구부려 종단을 위해 케이블 와이어를 준비하십시오. 파이프의 굽힘을 용이하게 하기 위해 이 영역의 외부 표면에 바셀린 또는 윤활유를 바릅니다.
팁을 전도성 코어의 끝 부분에 누르거나 용접하거나 납땜한 다음 휘발유에 적신 헝겊으로 원통형(관형) 부분을 닦습니다.
파이프의 구부러진 부분은 휘발유에 적신 천으로 닦은 후 빗자루 줄이나 강철 브러시로 거칠게 만든 다음 No. 88H 접착제를 얇게 바릅니다.
내유성 고무 테이프로 감고 접착제 번호 88H로 코팅된 롤을 국부 압입 방법으로 압착하는 동안 형성된 팁 구멍에 넣습니다. 팁의 원통형 부분의 직경이 파이프의 내경보다 작은 경우, 즉 그들 사이에 차이가 있으므로 이전에 가솔린으로 닦고 접착제 번호 88H로 코팅 한 내유성 고무 층이 너무 많습니다. , 완전히 제거해야하는 경우 팁에 감겨 있습니다. 밀봉하기 위해 튜브를 팁의 원통형 부분에 나사를 풉니다.
팁의 원통형 부분을 완전히 덮고 직경의 두 배와 동일한 거리에서 주 파이프에 들어갈 정도의 길이의 파이프 조각을 접착하여 밀봉할 수도 있습니다. 이 경우 파이프의 접착면 (메인 및 섹션)을 먼저 거칠게 만들고 휘발유에 적신 헝겊으로 닦고 접착제 번호 88H로 덮고 건조시킨 다음 접착제 번호 88H의 두꺼운 층을 다시 도포합니다. 튜브 세그먼트의 내부 표면과 팁에 즉시 압착됩니다.
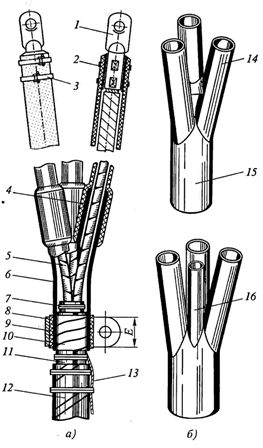
쌀. 2. KVR 종단 구성(a) 및 3코어 및 4코어 케이블용 고무 장갑 유형(b): 1 — 상단, 2, 11 — PVC 테이프 권선, 3 — 아질산염 고무 튜브, 4 — 케이블 코어, 5 — 장갑, 6 — 브래킷, 7 — 접지선, 8 — 범퍼, 9 — 케이블 피복, 10 — 내유성 고무 스트립 씰, 12 — 벨트 절연체, 13 — 붕대, 14 — 장갑 손가락, 15 — 장갑 본체 , 16 — 4코어 4코어 케이블용 상승
LA 브랜드의 주물을 사용하여 용접하여 코어를 완성할 때 내유성 고무 스트립이 코어의 끝 부분과 코어 절연으로 전환되면서 코어의 맨 부분에 감겨 있습니다. 또한 직경 1.5 ~ 2mm의 꼬인 끈의 연속 붕대로이 코일을 밀봉 한 다음 아스팔트 바니시로 덮을 수 있습니다.
피팅에 고무 튜브를 밀봉하는 가장 일반적인 방법은 그림 1에 나와 있습니다. 3. 고무 튜브 1은 직경 1mm의 구리선 3회 또는 4회 특수 테이프로 팁 본체에 고정됩니다.
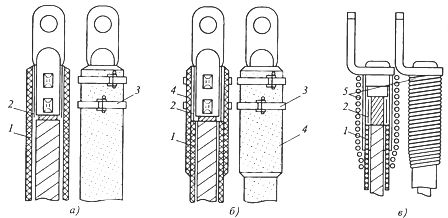
쌀. 삼.알루미늄 팁에 고무 파이프를 밀봉하는 방법: a — 파이프를 미리 압연하여, b — 파이프 조각을 사용하여, c — 성형 팁에 꼬인 꼬기, 1 — 고무 파이프, 2 — 내유성 고무 테이프가 있는 코일 , 3, 5 — 강철 테이프 및 꼬기 붕대, 4 — 고무 튜브로 만든 커넥터
에폭시 케이블 종단은 실행의 단순성, 신뢰성, 높은 전기 및 기계적 강도, 안전성 및 내열성으로 구별됩니다 (이러한 씰의 작동 온도는 -50 ~ +90 ° C입니다).
일반적으로 KVE 유형으로 지정되어 있으며 최대 10kV의 전압용으로 설계된 전원 케이블을 종단하는 데 사용되며 대기 강수량 및 햇빛에 직접 노출되지 않도록 보호되는 실외 전기 설비뿐만 아니라 모든 구내에서 사용됩니다.
에폭시 마감 본체는 에폭시 화합물의 경화 후 형성되며, 원추형으로 성형되어 일시적으로 케이블 끝을 따라 미끄러집니다.
에폭시 본체 인서트(그림 4)는 다음 디자인일 수 있습니다.
-
KVEN — 건조실에서 사용하기 위한 아질산염 고무 전선 포함,
-
KVED — 습한 방과 열대 및 아열대 기후 지역에서 사용하기 위해 정맥에 2층(하층 폴리염화비닐, 상층 폴리에틸렌) 파이프가 있음,
-
KVEP — 최대 1kV의 전압용으로 설계된 케이블의 다중 코어 도체 내부에 납땜된 절연 도체 케이싱의 출구가 있으며 열대 및 아열대 기후의 습한 실내 및 지역에서 사용하기 위해
-
KVEz — 최대 1kV의 전압용으로 설계된 케이블의 단선 도체에 아질산염 고무 튜브가 있고 습한 실내와 열대 및 아열대 기후 지역에서 사용하기 위한 상자 내부의 "잠금" 장치가 있습니다.
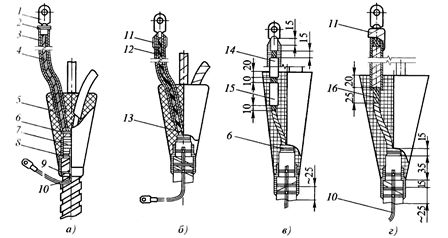
쌀. 4. 다양한 디자인의 케이블의 최종 에폭시 실링: a — KVEN, b — KVED, c — KVEP, d — KVEz, 1 — 팁, 2 — 붕대 또는 클램프, 3 — 아질산염 고무 튜브, 4 — 공장 절연의 전도성 와이어 , 5 — 에폭시 혼합물의 경우, 6 — 벨트 절연체에 생사로 만든 붕대, 7 — 케이블 피복, 8 — 이중층 권선, 9 — 접지선의 와이어 붕대, 10 — 접지선, 11 — 면 테이프 감기 , 에폭시 혼합물로 덮음, 12 — 이중층 파이프, 13 — 절연 전선, 14 — 납땜에 의한 코어 접합부, 15 — 접착제 PVC 테이프에서 감기, 16 — 코어의 맨 부분
위의 것 외에도 KVEo 단자는 에폭시 캐스트 본체 없이도 사용되지만 에폭시 혼합물로 접착된 면 테이프 릴과 함께 최대 1kV의 전압을 위한 단일 코어 케이블의 최종 종단에 사용됩니다. KVEN 터미널 및 KVED와 동일한 조건에서.
터미널 설치는 일반 지침에 따라 수행되는 케이블 절단 후 시작됩니다. 터미널 KVEP 및 KVEz의 케이블 스트립 치수는 그림을 사용하여 결정됩니다. 5 및 탭. 1.
쌀. 5. KVEP(a) 및 KVEz(b) 장착을 위한 케이블 절단: 1 — 공장 절연 코어, 2 — 벨트 절연, 3 — 외피, 4 — 케이블 실드
KVEP 종단의 특징은 케이블의 전도성 코어에서 나오는 것이 아니라 케이블에 연결된 절연 전선 조각이라는 것입니다. 다음과 같이 수행됩니다.케이블 코어의 단면에 해당하는 단면을 가진 필요한 길이의 절연 전선 조각을 선택하고 끝을 청소하여 그중 하나를 케이블 코어에 연결하고 다른 하나를 팁에 연결할 준비를 합니다.
표 1 KVEP 및 KVEz 피팅을 장착하기 위한 케이블 밴드의 크기
채널 세그먼트의 세그먼트 크기, mm (그림 5 참조) AOONSGBCEP-1, Quep-2170352040-Qvep-3, Queep-4210502045-CVEP-5, Quep-62405020-Quep-724-CV -2, KVEz-3F + 5535202595KVEz-4, KVEz-5F + 55352025120
노트:
1. 절단 케이블 코어의 길이(세그먼트 Ж)는 배치 및 연결 조건에 따라 결정되지만 150mm 이상입니다.
2. KVEz 종단을 위한 섹션 G는 와이어 종단 방법에 따라 결정됩니다.
케이블의 구리 코어와 구리선의 맨 끝을 탈지하고 연결 구리 슬리브에 삽입하고 POS-30 또는 POS-40 땜납을 부어 납땜합니다. 케이블의 알루미늄 코어는 납땜, 붓기 또는 크림핑을 통해 알루미늄 슬리브의 알루미늄 와이어에 연결됩니다.
케이블의 코어를 도체에 연결한 후 노출된 부분에 접착 폴리염화비닐 테이프 스풀을 적용하고 접지 도체를 실드와 스트립에 납땜한 다음 종단 지점의 코어와 시스를 아세톤으로 탈지합니다. 에폭시 화합물에 더 나은 접착력을 제공할 때까지.
이동식 원뿔이 케이블의 준비된 끝에 장착되어 케이블의 코어가 가장자리의 각 지점에서 최소 6 ~ 7mm의 거리에 있고 납땜 부분이 내부에 있습니다. 금형에 에폭시 혼합물을 붓고 경화 후 제거합니다.
KVEz 에폭시 종단(그림 4, d 참조)은 잠금 장치라고 하는 25mm 길이의 섹션 G가 케이블의 단일 코어 단선에 남아 있다는 점에서 KBEp 종단과 다릅니다(그림 5 참조). 이 길이의 아질산염 고무로 만든 튜브를 노출된 부분이 있는 와이어 위에 배치하여 한쪽 끝을 팁의 원통형 부분 위로 당기고 다른 쪽 끝을 에폭시 본체의 오목한 부분을 적어도 20mm.
몰드를 설치하고 에폭시로 채울 때 KVEz 임베디드는 KVEP 임베디드와 동일한 요구 사항을 충족합니다.
쌀. 6. 종단 KVV: 1 — 케이블 쉴드, 2 — 접지선, 3 — 쉴드 및 외장의 와이어 스트립, 4 — 케이블 외장, 5 — 공장에서 만든 절연체, 6 — 허리 절연체의 면사 붕대, 7 — 공장의 코어 절연체, 8 — 유리 모양의 벨트 권선, 9 — 코어 권선, 10 — 코어 절연체의 면사 붕대, 11 — 코어의 베어 부분, 12 — 케이블 클램프, 13, 15, 17 — 붕대, 14 — 충전, 16 — 레벨링 롤러
PVC 스트립으로 케이블 종단 처리
폴리 염화 비닐 테이프 및 바니시 (유형 지정 KVV)로 만든 엔드 씰은 최대 10kV의 전압을 대상으로하고 실내에서 사용되는 종이로 절연 된 케이블에 사용되며 주변 온도가 40 ° C를 초과하지 않는 실외 설치에도 사용됩니다. 강수량과 햇빛에 직접 노출되지 않도록 보호합니다.
KVV 종단은 경로를 따라 케이블 위치의 가장 높은 지점과 가장 낮은 지점의 레벨 차이가 10m 이하일 때 사용되며, 그렇지 않으면 특수 KVV 종단이 사용됩니다. KVV 피팅 설치는 주변 온도가 5 ° C 이상인 환경에서 수행됩니다.
KVV(그림 6)의 밀봉은 각각 PVC 접착제 1번(뚜껑) 또는 2번(충전)을 사용하여 폴리염화비닐 테이프로 접착제(첫 번째 버전) 또는 비접착제(두 번째 버전)로 수행됩니다. (점착층이 있는 그림 ) 테이프의 두께는 0.2 ~ 0.3mm, 너비는 15 ~ 20mm이며, 비점착성 테이프는 두께 0.4mm, 너비 25mm입니다. KVV를 완성하기 위한 케이블 단면의 치수는 표를 사용하여 결정됩니다. 2 및 그림. 5, 가.
케이블 러그는 케이블 코어의 끝에 용접, 납땜 또는 압착됩니다.
로컬 리세스를 통해 러그를 압착하여 케이블 코어를 종단 처리할 때 공장에서 봉인된 튜브 러그만 사용됩니다. 케이블의 알루미늄 와이어를 압착하기 전에 팁의 내부 표면을 강철 와이어 브러시로 청소하고 석영-바셀린 페이스트로 윤활합니다.
와이어 끝에서 팁의 파이프 부분 길이와 동일한 길이로 절연체를 제거하고 카르도 테이프에서 금속 광택으로 문지른 후 노출 영역도 석영-바셀린 페이스트로 윤활 처리됩니다.
이러한 준비가 끝나면 팁이 코어에 닿을 때까지 놓고 미리 선택한 펀치와 다이로 프레스 메커니즘에 넣은 후 구부립니다.압착 후 팁의 관형 부분에서 얻은 구덩이는 휘발유에 적신 천으로 닦고 2 번 조성물로 윤활 한 다음 폴리 염화 비닐 테이프 및 폴리 염화 비닐 2 번 롤로 채 웁니다.
테이프 롤의 부피와 모양은 구멍의 깊이와 모양과 일치해야 합니다. 행크를 구멍에 누른 다음 화합물 #2로 코팅합니다.
케이블 러그의 원통형 부분의 외부 표면에서 코어 절연체로의 전환에 형성된 선반은 7.5mm 폭의 폴리 염화 비닐 테이프 코일로 수평을 이루고 15mm 폭의 테이프 롤이 반으로 절단됩니다. 마찬가지로 납 또는 알루미늄 피복에서 벨트 단열재로의 전환 지점에서 스커트를 정렬합니다.
표 2. KVV 터미널 설치용 케이블 스트립 치수
설치 크기 도체 섹션, mm2, 전압 케이블용, kV채널 세그먼트의 치수, mm(그림 4, a 참조)1610АОНСКВВ-1До 25—F + 653015KVV-235…5010…25-F + 705020KVV-370…9535 … 5016… 25F + 1058025KVV-4120… 15070… 9535… 70F + 1058025KVV-5185120… 15095… + 12 510025KVV-8-240F + 12510025
노트:
1. 절단선(G구간)의 길이는 접속조건에 따라 결정하되, 케이블은 1kV의 경우 150mm 이상, 6kV의 경우 250mm, 전압의 경우 400mm 이상으로 한다. 10kV의.
2. 섹션 G는 와이어 종단 방법에 따라 결정됩니다.
그런 다음 휘발유에 약간 적신 걸레로 와이어 절연체와 벨트 절연체의 외부 표면을 닦고 벨트 절연체에서 팁의 접촉 부분까지의 각 코어를 폴리 염화 비닐 테이프로 감습니다 (와이어 크로스가있는 3 층- 최대 95mm2의 단면 및 단면적이 120mm2 이상인 4개의 레이어).
폴리 염화 비닐 테이프 층은 이전 회전의 50 % 겹침 (겹침)과 초기 너비가 1/4 이하로 줄어들면서 테이프가 늘어나는 장력으로 적용됩니다. 각 코어의 최종 권취 층은 리드 또는 알루미늄 피복의 전체 피치에 접근하여 수행됩니다.
각 코어의 권선은 70, 100 또는 120mm 길이(벨트 절연체의 끝에서 계산) 섹션의 구성 번호 2의 두꺼운 층이 있는 브러시로 피복을 따라 케이블 직경이 각각 최대 25 , 40 및 55mm. 컴포지션은 안쪽을 향하는 각 코어의 표면 부분에 적용됩니다.
브러시 또는 나무 주걱을 사용하여 화합물 2를 사용하여 정맥 사이의 내부 공간을 채웁니다. 그런 다음 정맥을 손으로 묶음으로 누르고 구성 2 번으로 덮인 영역에서 10mm 떨어진 면 테이프 붕대 로이 위치에 고정합니다.
압축된 정맥 다발의 외부 표면도 조성물 #2의 두꺼운 층으로 코팅됩니다(다발에서 압출된 조성물 사용). 정맥에 의해 형성된 홈의 구성 양은 번들 표면 위에 3 개의 롤 형태로 나오도록해야합니다. 즉, 구성으로 채워지지 않은 상태로 두어서는 안되며 공기와 습기가 축적하다.
다발로 압축된 코어 부분과 케이블 재킷 부분에 8겹의 폴리염화비닐 테이프로 된 스트립 유리 권선이 50% 겹치도록 적용됩니다(케이블 단면 및 전압에 관계없이). 이 권선의 끝과 케이블 막대의 원통형 부분에서 20mm 거리-직경 1mm의 꼬인 꼬인 붕대 (표 3).
드레싱은 솔을 사용하여 폴리염화비닐 화합물 1호로 덮습니다.
내 습성을 높이기 위해 씰의 외부 표면은 아스팔트 바니시 또는 유색 에나멜 페인트로 덮여 있습니다.
유리 코일 위 10mm 위에 적용된 면 테이프로 만든 임시 붕대는 와이어를 구부리고 장치 또는 스위치 기어의 해당 고무 접점에 연결하고 2 번 조성물을 충분히 건조시킨 후 제거 할 수 있습니다.
또한, 조성물(2)이 건조되기 전에, 함침 조성물의 압력으로부터 매립을 해제하는 것이 바람직하며, 이는 케이블 단부의 위치 수준의 차이로 인해 발생한다. 부하가 걸려 있는 새로 설치된 종단과 케이블 연결은 설치 종료 후 48시간 이내에 허용됩니다.
비접착 폴리염화비닐 테이프와 액상 화합물 #1을 사용하는 KVV 씰은 접착 테이프를 사용하는 씰과 동일한 방식으로 설치됩니다. 이 경우 코일의 각 층은 (다음 층이 완성되기 전에 오버레이의 밀도가 약화되는 것을 방지하기 위해) 2-3 가닥의 원사 붕대로 일시적으로 고정됩니다.
표 3 케이블 코어 단면에 대한 붕대 폭의 의존성
코어 섹션, mm2162535507095120150185240 붕대 폭, mm25303540455055657075
코일의 각 층의 표면은 먼저 하나의 표면으로 덮여 있고 건조 후-구성 번호 1의 두 번째 층으로 덮여 있습니다. 테이프의 다음 층은 즉시 적용되지 않는 구성 번호 1의 세 번째 층에 적용됩니다. 전체 길이를 따라, 그러나 점차적으로 100mm 길이의 섹션으로.
특수 설계의 KVV 씰은 케이블 종단의 위치 수준에 큰 차이가 있는 경우에 사용됩니다. 심선 절연체의 권선이 폴리염화비닐 테이프 5겹으로 구성되어 있고 밀봉 스파인이 2호 폴리염화비닐 컴파운드 대신 에폭시 컴파운드로 밀봉되었다는 점에서 첫 번째 및 두 번째 디자인의 씰과 다릅니다.
특수 구조의 KVV 피팅에서 팁과 심선 절연체 사이의 레벨링 코일은 매 회전마다 넉넉한 에폭시 코팅이 있는 면 테이프로 만들어집니다.