방폭 전기 장치 및 램프 수리
 방폭 장치는 폭발 구역(구내)에서 사용됩니다. 폭발 구역은 기술 프로세스의 조건에 따라 인화성 가스가 공기와 결합하여 폭발성 혼합물을 형성하는 양으로 방출될 수 있는 구역입니다. 폭발 징후에 따라 여러 등급의 구내가 있습니다.
방폭 장치는 폭발 구역(구내)에서 사용됩니다. 폭발 구역은 기술 프로세스의 조건에 따라 인화성 가스가 공기와 결합하여 폭발성 혼합물을 형성하는 양으로 방출될 수 있는 구역입니다. 폭발 징후에 따라 여러 등급의 구내가 있습니다.
폭발 조건에서 가장 위험한 방에 설치된 방폭 장치 및 램프 수리의 주요 기능을 고려해 봅시다. 수리는 필요한 특수 장비, 도구, 구내를 갖추고 있고 숙련된 수리 인력이 있으며 방폭 장치 수리 권한이 있는 수리 부서에서만 수행할 수 있습니다.
수리의 주요 조건은 다음과 같습니다.
- 수행된 작업의 품질에 대한 요구 사항 증가,
- 손상된 부품 및 요소 거부에 대한 더 엄격한 규칙,
- 프로젝트에서 제공되는 자료만 사용
- 장치의 수리된 부품을 테스트하고 확인하기 위한 요구 사항이 증가했습니다.
특히 방폭 표면("폭발"로 표시됨)이 손상되지 않도록 장비와 조명 기구를 분해할 때는 각별한 주의가 필요합니다. 분해하는 동안 날카로운 타격과 큰 힘을 가하지 마십시오. 조이기 어려운 패스너는 등유로 미리 적셔야 합니다.
분실을 방지하기 위해 분해 후 패스너를 제자리에 조이는 것이 좋습니다. 조립시 설치오류가 없도록 분해가 필요한 부품은 라벨로 표시되어 있습니다.
손상된 부품을 교체하십시오. 수리하는 동안 제조업체의 도면 및 기술 문서에 따라 수리 담당자에게 수리 전에 알려야 하는 공장 매개변수를 최대한 보존해야 합니다.
수리, 재생 또는 예비 부품에서 가져온 부품은 관련 지침 및 절차에 따라 검사 및 테스트해야 합니다.
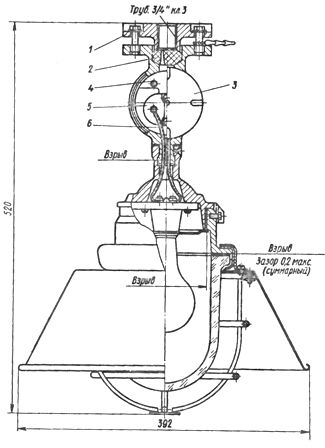
쌀. 1. 방폭램프 VZG-200AM
전기적, 기계적 강도 및 폭발 저항과 같은 필수 테스트는 분해 및 운송 중에 손상될 수 있으므로 수리 중이든 예비품에서 가져왔든 관계없이 모든 구성 요소에 대해 수행됩니다.
내화 표면("폭발")의 청결도, 내화 갭의 연결 및 치수에 특별한 요구 사항이 부과됩니다.
직경이 최대 2mm이고 깊이가 최대 1mm인 작은 공동, 플랜지 또는 구멍 표면에서 발견되는 노치, 움푹 들어간 부분은 강철 부품의 경우 POS -40 솔더, 주철 및 금속화의 경우 구리로 납땜하여 제거됩니다. - 알루미늄 합금의 경우, 이전에 손상된 부분을 금속 광택이 나도록 세척합니다.이러한 목적으로 납을 사용하는 것은 허용되지 않습니다.
이러한 방식으로 방폭 표면의 기계적 손상 제거는 허용되지 않습니다. 이 경우 장치 또는 그 일부가 거부됩니다.
접점이 오일에 잠긴 장치의 경우 물리적 및 화학적 특성의 매개 변수인 탱크의 오일 레벨을 모니터링해야 합니다.
조명기구의 기술 검사 (그림 1) 중에 유리 보호 캡, 성형체, 입력 장치의 밀봉 너트에 균열이 없는지 특별한주의를 기울입니다.
램프 수리 또는 교체를 위해 조명기구를 분해 할 때 카트리지, 케이블 연결 및 접지 접점 4 및 5의 작동 가능성, 연결면에 보이드 또는 부식이 없는지 확인하고 설정하고 고무 씰 2의 상태를 확인하십시오. 와이어 절연 6. 손상된 요소는 예비 부품으로 교체되거나 복원됩니다 ... 수리가 램프 교체와 관련된 경우 또는 작업장에서 대상인 경우 주전원을 분리한 상태에서 조명 기구 분해를 수행해야 합니다. 대대적인 수리에.
분해를 위해 특수 도구를 사용하고 다음 순서로 수행하십시오.
1. 압력 클러치를 렌치로 고정하고 볼트 1을 풀고 제거하십시오.
2. 흡입구 소켓에서 고무 링을 제거하십시오.
3. 조명 장치 입구의 덮개 3을 열쇠로 풉니 다.
4. 단자 및 접지 상태를 확인하십시오.
5. 반사경, 보호망 및 유리를 고정하는 나사를 풉니다.
6. 램프를 확인합니다.
조립 시 필요에 따라 전선을 PRKS 전선으로 교체하십시오. 조립은 역순으로 수행됩니다.