마그네틱 스타터 수리
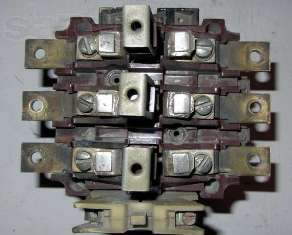
마그네틱 스타터의 접점 수리
 콘택트 렌즈 마그네틱 스타터, 연소 흔적과 탄소 침전물이있는 표면에 백유 또는 항공 휘발유에 담근 면포로 청소합니다.
콘택트 렌즈 마그네틱 스타터, 연소 흔적과 탄소 침전물이있는 표면에 백유 또는 항공 휘발유에 담근 면포로 청소합니다.
접점 표면의 금속 조각과 "비드"는 파일로 청소합니다. 0.05mm 두께의 파이크로 청소한 후 접촉면 연결의 조임 상태를 확인하십시오. 닫힌 접점에서 프로브는 접점 간 접촉 표면의 25% 이상을 통과해서는 안 됩니다.
파손 또는 풀림의 경우 접촉 스프링이 새 것으로 교체되거나 거부된 스타터에서 적합한 것으로 교체됩니다.
전류가 흐르는 전선을 부착하기 위한 나사 구멍에서 실이 마모되거나 노출되면 손상된 실이 있는 구멍을 잘라내고 다음 크기의 실을 탭으로 두드립니다.

마그네틱 스타터의 자기 회로 수리
마그네틱 스타터의 자기 회로는 전기자와 단락 코일이 보강된 코어로 구성됩니다.
코어와 전기자의 오염된 접촉면은 휘발유에 적신 청소 재료로 청소합니다.접점 표면에 부식 흔적이 있으면 사포로 표면을 닦습니다. 0.05mm 프로브로 청소한 후 전기자를 코어에 손으로 눌러 코어와 전기자 사이의 접촉 영역을 확인합니다. 접촉 표면은 코어 섹션의 70% 이상이어야 합니다.
전기자의 중간 코어와 자기 회로의 코어 사이의 공극이 0.2mm 미만인 경우 스타터의 전기자 또는 코어가 바이스에 고정되고 중간 코어가 미세한 슬롯이 있는 파일로 채워집니다. 그런 다음 앵커를 코어에 놓고 간격을 조사합니다. 거리는 0.2~0.25mm 사이여야 합니다. 코어를 공급할 때 자석 시스템이 닫혀 있을 때 전기자와 코어 코어 코어의 표면이 평행한지 확인하십시오.

가공 경화 중에 코어와 전기자의 접촉면은 경화 흔적이 제거될 때까지 연삭기에서 연마됩니다. 프로브로 연마 한 후 중간 가닥 사이의 간격과 전기자의 끝 가닥과 코어의 접촉 영역을 확인하십시오. 중간 코어 사이의 간격은 상한 이내여야 하며 엔드 코어의 접촉 면적은 코어 단면의 70% 이상이어야 합니다.
스타터의 손상된 단락이 새 것으로 교체됩니다. 스타터의 손상된 단락은 한쪽의 파일로 절단되어 제거됩니다.
코일이 설치된 곳은 파일로 청소합니다. 새로운 단락 회전은 황동으로 만들어집니다.포함 된 스타터의 소음이 증가하거나 허용되지 않는 루프 가열이 발생하므로 재료를 대체하고 치수 편차가있는 단락을 만드는 것은 금지됩니다.
스타터에서 생성된 단락은 코어의 홈에 압입되거나 코어에 배치되고 고정 플레이트가 구부러집니다.
자기회로 표면에 변색이 있는 경우 휘발유나 백유에 적신 세정제로 닦고 건조시킨다. 건조 후 코어와 앵커는 접촉면이 바니시로 덮이지 않고 접촉면 가장자리 주변의 도색되지 않은 스트립의 너비가 3mm 이하가되도록 에나멜 욕조로 내려갑니다. 브러시로 자기 회로의 코어와 전기자를 칠할 수도 있습니다.
도장된 표면은 2-3시간 동안 공기 건조됩니다.

마그네틱 스타터의 단자 클램프 수리
단자 블록의 타거나 산화된 접촉면은 줄이나 사포로 청소하고 휘발유에 적신 청소 재료로 닦고 POS-30 땜납으로 주석 처리합니다.
전류 공급선을 부착하기 위한 나사 구멍의 나사산이 마모되거나 끊어지면 가스 토치를 사용하여 구멍을 구리 또는 황동으로 용접합니다. 용접 부위는 줄로 청소하고 못을 박고 새 실을 자르기 위해 구멍을 뚫습니다. 드릴로 뚫은 구멍에 손상된 실의 크기만큼 실을 자릅니다.